

彩色教育人機料法環測5MIE圖文結合流程圖案例分析PPT


匯報部門:技術部匯報人:辦圖網匯報時間:2019-12-13人機料法環測的分析
目錄一、產品質量特性波動四、人機料法環測的運用三、5M1E各因素分析及控制措施二、5M1E分析法簡介add the title here add the title here
產品質量特性波動一單擊鍵入文本add the title here add the title hereadd the title here add the title hereadd the title here
一、產品質量特性波動這就是我們通常所說的產品質量特性值有波動現象。這種現象反映了產品質量具有“波動性”特點。 什么是產品質量特性波動?那人員不同、材料批次不同、設備不同呢?質量波動會不會更大? 某個員工,用同一批原材料在同一臺設備機器上所生產出來的同一種零件,其質量特性值不會完全一樣。
二單擊鍵入文本add the title here add the title hereadd the title here add the title hereadd the title here5M1E分析法簡介
二、5M1E分析法簡介5M1E人機料法測環Man Machine Material Method Measurement Environment
二、5M1E分析法簡介人、機、料、法、環、測的六項分析不是獨立的,是你中有我、我中有你。造成產品質量的波動的原因主要有六個因素:人、機器、材料、方法、環境、測量。由于這六個因素的英文名稱的第一個字母是M和E,常簡稱為5M1E。六要素只要有一個發生改變就必須重新計算。 現場管理中,這六個方面需要現場的管理者、關鍵崗位員工特別注意,也是工業制造企業管理中所講的六要素。
三單擊鍵入文本add the title here add the title hereadd the title here add the title hereadd the title here5M1E各因素分析及控制措施
三、5M1E各因素分析及控制措施人(Man)的分析1操作者對質量的認識和技術熟練程度、身體狀況等 ;凡是操作人員起主導作用的工序所生產的缺陷,一般可以由操作人員控制造成操作誤差的主要原因有:(1)質量意識差(2)操作時粗心大意(3)不遵守操作規程(4)操作技能低、技術不熟練
三、5M1E各因素分析及控制措施圍繞著"人"的因素,不同的企業有不同的管理方法。人是生產管理中最大的難點,也是目前所有管理理論中討論的重點,對不同性格的人用不同的方法,使他們能“人盡其才“,就是要你能善于用人。 作為他們的領導者,你就不能用同樣的態度或方法去領導所有人。人力資源課程是研究激發員工工作熱情的一門科學,是生產管理中最難理解和運用的一種形式。 提高生產效率,要激發員工的工作熱情,提高其工作的積極性。鍵入文本
三、5M1E各因素分析及控制措施加強“質量第一、用戶第一、下道工序是用戶”的質量意識教育,建立健全責任制編寫明確詳細的操作流程,加強工序專業培訓,頒發操作合格證 加強檢驗工作,適當增加檢驗的頻次 通過工種間人員調整、工作經驗豐富化等方法,消除操作人員的厭煩情緒 廣泛開展QCC品管圈活動,促進自我提高和自我改進可采取的控制措施(1)(2)(3)(4)(5)
機的分析2三、5M1E各因素分析及控制措施1234選型對嗎?保養問題嗎?給機器的配套對應嗎?作機器的人對嗎?機器的操作方法對嗎?機器的環境適應嗎?
三、5M1E各因素分析及控制措施生產中,設備的是否正常運作,工具的好壞都是影響生產進度、產品質量的又一要素。原來速度慢、人的體力還有經受考驗;現在,人也輕松,效率也提高了。一個企業在發展,人的素質有所提高,企業外部形象在提升;公司內部的設備也在更新。好的設備能提高生產效率,提高產品質量。所以說,工業化生產,設備是提升生產效率的另一有力途徑。
三、5M1E各因素分析及控制措施加強設備維護和保養主要控制措施定期檢測機器設備的關鍵精度和性能項目,并建立設備關鍵部位日點檢制度采用首件檢驗核實定位或定量裝置的調整量,對工序質量控制點的設備進行重點控制盡可能培植定位數據自動顯示和自動記錄裝置,經減少對工人調整工作可靠性的依賴
有保質期嗎三、5M1E各因素分析及控制措施料的分析3型號對嗎入廠檢驗了嗎材料適應環境嗎,會不會互相影響?是真貨嗎用的符合規范嗎123456
三、5M1E各因素分析及控制措施重點一重點二重點三指物料,半成品、配件、原料等產品用料。現在的工業化生產,分工細化,一般都有幾種幾十種配件或部件是幾個部門同時運作。你不能只顧自己部門的生產而忽略其后工序或其他相關工序的運作;因為企業的運作的是否良好是整體能否平衡運作的結果。 一個好的管理者,是一個能縱觀全局的人;能夠為大家著想的人。
三、5M1E各因素分析及控制措施主要控制措施01在原材料采購合同中明確規定質量要求02加強原材料的進廠檢驗和廠內自制零部件的工序和成品檢驗03合理選擇供應商(包括“外協廠”)搞好協作廠間的協作關系,幫助供應商做好質量控制和質量保證工作04
三、5M1E各因素分析及控制措施法的分析4(1)是按正確的方法做的嗎?(2)看的明白嗎?(3)寫的明白嗎?(4)方法適合嗎?(5)有明確的法規嗎?(6)方法是給對應的人嗎?(7)方法在這個環境下行嗎
三、5M1E各因素分析及控制措施它包括工藝指導書,標準流程指引,生產圖紙,生產計劃表,產品作業標準,檢驗標準,各種操作規程等。他們在這里的作用是規范產品的生產流程和及時準確的反映產品質量的要求。嚴格按照規程作業,是保證產品質量和生產進度的一個條件。 顧名思義,法則。指生產過程中所需遵循的規章制度。
145623三、5M1E各因素分析及控制措施保證定位裝置的準確性,防止數據分布中心偏離規格中心加強技術業務培訓,使操作人員熟悉定位數據的裝置加強定型刀具或刃具的刃磨和管理,實行強制更換制度積極推行控制圖管理,以便及時采取措施調整嚴肅工藝紀律,對貫徹執行操作規程進行檢查和監督加強工具工裝和計量器具管理,做好工裝模具周期校準工作工藝方法的防誤和控制措施
三、5M1E各因素分析及控制措施環的分析5鍵入文本鍵入文本鍵入文本鍵入文本在時間軸上環境變了嗎?光線、溫度、濕度、海拔、污染度考慮了嗎?環境是安全的嗎?環境是人為的嗎?小環境與大壞境能并容嗎?
三、5M1E各因素分析及控制措施現在對工業制造企業也有了ISO14000環境體系的標準要求。環境,一般指生產現場的溫度、室內凈化和現場污染程度等。確保產品對環境條件的要求外,做好現場的整理,為生產優質產品創造條件。環,指環境。對于某些產品(電腦、高科技產品)對環境的要求很高。(ISO9001:2000 6.4工作環境:組織應確定和管理為達到產品符合要求所需的工作環境)。環境也會影響產品的質量。
三、5M1E各因素分析及控制措施測的分析6(1)是否指定了責任人(2)采用規定的測量工具(3)在指定的測量點(4)運用正確的測量方法(5)按照一定的頻次進行了測量(6)并有記錄
單擊鍵入文本單擊鍵入文本三、5M1E各因素分析及控制措施12測,主要指測量工具、測量方法、以及經過培訓和授權的測量人。生產過程要對測量的數據進行記錄。 使用指定的并經過定期檢驗的測量工具,統一規范的測量方法,保證同一測量點、同一測量工具、不同測量人所測出的數據誤差最小化。
三、5M1E各因素分析及控制措施主要控制措施包括 確定測量任務及所要求的準確度,選擇使用的、具有所需準確度和精密度能力的測試設備。規定必要的校準規程。其內容包括設備類型、驗收標準,以及發生問題時應采取的措施。 發現測量和試驗設備未處于校準狀態時,立即評定以前的測量和試驗結果的有效性。定期對所有測量和試驗設備進行確認、校準和調整。保存校準記錄。
四單擊鍵入文本add the title here add the title hereadd the title here add the title hereadd the title here人機料法環測的運用
四、人機料法環測的運用問題的層次性多問幾個為什么對二次定性結果的原因查找初步定性后的二次原因的查找二次原因的查找仍然可以用人機料法環的分析對人機料法環的初步定性
舉例四、人機料法環測的運用1:發現地上的機油2:定性為人機料法環中的”機器”問題3:有問題的原因是不是使用”人””法””環”的問題4:假”機”的原因是買的”人”有問題5:為什么”人”有問題呢?6:是沒有監督的”法”文本文本文本文本文本文本
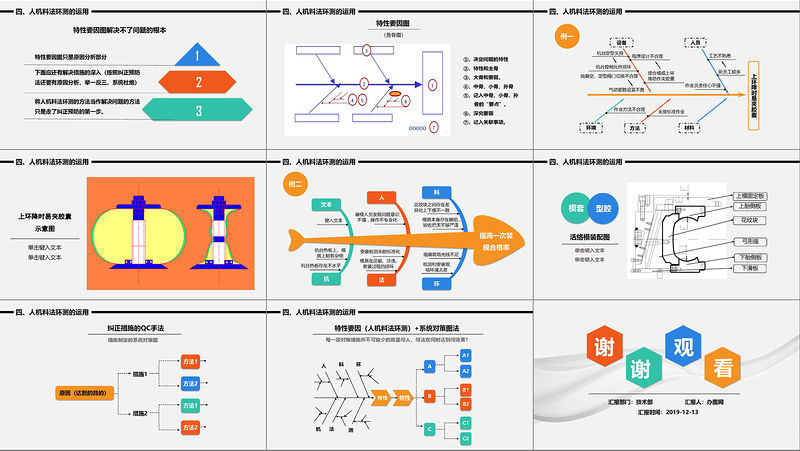
四、人機料法環測的運用特性要因圖解決不了問題的根本特性要因圖只是原因分析部分下面應還有解決措施的深入(按照糾正預防法還要有原因分析、舉一反三、系統杜絕)將人機料法環測的方法當作解決問題的方法只是走了糾正預防的第一步。123
四、人機料法環測的運用特性要因圖①、決定問題的特性 ②、特性和主骨 ③、大骨和要因。④、中骨、小骨、孫骨 ⑤、記入中骨、小骨、孫 骨的“要點”。⑥、深究要因 ⑦、記入關聯事項。(魚骨圖)
四、人機料法環測的運用上環降時易夾膠囊設備工藝不熟悉新員工較多程序設計不合理機臺定型失控作業方法不合理人員機臺控制元件損壞按合模或上環降動作夾膠囊未按標準作業抽真空、定型閥門切換不合理氣動管路設置不良作業員責任心不強例一材料方法環境
四、人機料法環測的運用上環降時易夾膠囊示意圖單擊鍵入文本單擊鍵入文本
模具本身存在缺陷,驗收把關不夠嚴謹組裝現場光線不足花紋塊之間存在差異化上下模不一致檢測和安裝現場環境太差環料四、人機料法環測的運用例二鍵入文本機文本機臺熱板上、模具上粘有雜物機臺熱板存在不水平裝模人員發現問題意識不強,操作不專業化法人安裝檢測未能標準化模具在運輸、沙洗、安裝過程的損壞提高一次裝模合格率
四、人機料法環測的運用上胎側板下胎側板花紋塊弓形座上模固定板下滑板活絡模裝配圖單擊鍵入文本單擊鍵入文本模套型腔
四、人機料法環測的運用糾正措施的QC手法措施制定的系統對策圖
四、人機料法環測的運用特性要因(人機料法環測)+系統對策圖法每一項對策措施所不可缺少的就是何人、何法在何時達到何效果?
匯報部門:技術部匯報人:辦圖網匯報時間:2019-12-13謝謝觀看
工圖網提供彩色教育人機料法環測5MIE圖文結合流程圖案例分析PPT供會員免費下載。更多精彩黨課PPT素材,盡在工圖網。






 投訴
投訴











